| ジ グ の 製 作 | |
| 630mmの弦長では650mmに比べてボディーを小さくするのがふつうのようです。 ボディー形状が変わるのでジグを新しく作ることにしました。 |
|
| ソレラ(型) 組み立てに必要な型です。 ボディー形状に合わせて横板を支える外型と、表面板に膨らみを作りネックをボディ中心に正確に取り付ける型を合わせてあります。 ブリッジの高さなどを決めるネックの表面板に対する角度(仕込み角)は、今回は0度つまり真っ直ぐです。 |
 |
|
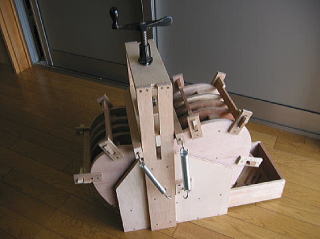
ベンディングマシン(横板曲げ機) |
 |
 |
ベニヤ板で条件だしを兼ねてテスト曲げをしているところです。 2枚のステンレス板に材料とヒーターを挟んで、加熱し温度があがったら、ハンドルで横板の腰部を押さえこんで曲げ、木の押さえ棒で型に押しつけます。 150度位がいいのかな。 温度コントローラは華氏表示です。セ氏に慣れている日本人には温度感覚が解りません。 このような結果でした。 |
 |
|
| フレット溝切り用テンプレート フレッティング寸法をCADで印字して紙のスケールを作り、硬い板に貼り付け、慎重に位置合わせをして丸のこで溝を切りました。 位置決めピンにこの溝を合わせることで、正確に630mmスケールのフレット溝を、切ることができます。 見にくいですが、板の端に溝を切ってあります。 |
 |
| 凹面ジグ すでに紹介済みですが、今回の製作に使いますので、あげておきます 6000mm半径の球の一部を切り取った形で凹面を作ってあります。 この面状で裏板を組み立て、この面に合わせてフット部、横板、エンドブロックを削ると 裏板がピッタリと横板に合うようになるという仕組みです。黒いのは研磨用のサンドペーパーです。 |
 |
| タップチューニングの道具 | |
 |
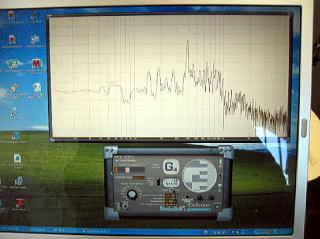
今までの経験から耳に自信を持てないので道具に頼ることになります。 有名なPeterson社のストロボチューナ―を入手しました。と言っても実物はCDです。 このソフトの特徴はタップチューニング用のソフトが入っていると言うことです。 普通はタッピングの音をとらえるためにはコンプレッサーという機能のエフェクターを使うそうですが、このソフトでは要りません。 画面には、左下のように現れます。 調弦に使ってみました、細かいことがいろいろるようで完全な理解は難しそうです。 他に波形も同時に表示できます。 |
 |
タッピングは指の関節でコンコンとやるのですが、こんな叩き棒(マレット?)を作りました。韓国の製作家が使っていたのを見ていたのと、製作家のM氏からの情報に基づいて、毛糸を硬く巻いて布をかぶせたものです。 タッピングが指よりは安定し、再現性が良くなるように感じます。 |
| 参考書 THE ART OF Tap Tunning How to Build Great Sound into Instruments DVD 付 Roger H. Siminoff 著 HAL LEONARD 刊 U.S.$34.95 |
 |
| 裏板・凹面ジグの使い方 | |
 |
裏板の力木のカーブをジグ上の位置で削って写し取ります。 |
|
3本をそれぞれの位置で削り接着します。 |
 |
| 裏板の力木を削って、ゲーブル型(山型)に成形します。 図面の寸法の高さにすることを狙って削っていましたが、今回は途中で音の高さの変化を見てみました。 断面長方形の棒を第1力木(ネック側)で17.5mm、第2力木で21mm、第3力木で22mmの高さで接着しました。(この高さには特に意図はなく図面寸法の17mmより大きいという事) 初期に第3を2mm削ると42セント減、第2を2mm削ると11セント減となりました。 タッピング位置は板中心のサドル位置です。 高さを調整した後、山型に成形します。力木の肉を取って質量を減らしながら音の高さを調整するということになります。 |

完成した裏板(端はスキャロップあり) |
 |
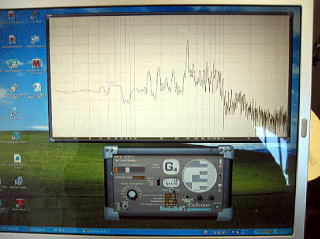
参考の波形です。 G4-18セントとなっているので、G4-50セントを狙って、削ったのですが、結果は上の通りです。 難しいですね。 画像左より3分の1あたりのログスケール1のあたりが100Hzです。 最終の波形がないのは失敗でした。 |
まとめ ①第3力木の高さがピッチを大きく支配する。 ②長方形断面から山形断面にすると、50セント程度マイナスの変化をする。 ③端をスキャロップ(斜めに削る)しても、変化は殆どない。 ④この音にしようと決めると板の状態から、コントロールしていかないと最後に目的に達するのは難しそうです。 |
|
| 表板・タップトーンの変化 | |
| ①接いで目違いを取った後 厚さ:3.5mm 幅:427mm 長さ:550mm 400Hz位まで波形はフラット。 ②型に切りぬいた後 すぐに消えるがピークが出始める。 ③口輪をはめて約3mmに削る。 200から500Hzにピークが立ってくる。 タップトーン:A3 ④さらに削ると200Hz以下のピークが強度を増してくる。 ⑤自分の経験で決めた厚さ(2〜2.2mm)に削る。 600Hzまでのピークが高くなって高さが そろってくる。 ⑥響棒を貼る。 400Hz以下でピックが出ている。 タップトーン:F2(近辺) |

参考にしたFE19はトルナボス付ですので口輪裏の補強板が円形です。 |
| ①真ん中の響棒を残して△に削る。 △の高さは3〜3.7mm タップトーン:E2(近辺) ②クロージングバーを除いてすべての力木(ハーモニックバー)を接着し、真ん中を△(高さ7mm)に削る。 タップトーン:A1+40cent 《ここでどの音にするのが良いのか分か っていないのです。》 この響棒の高さが高すぎる気がして、さらに削って4mmとし、ハーモニックバーを山型に削る。 タップトーン:G3+20〜30cent 音を聞いて、ハミングしてみるとチューナーは違う音を表示しています。 ③クロージングバーを貼って△(高さ3mm)に削る。結果は右の画像になる。 G4-18cent クロージングバーを貼ると、タッピング位置の変化に対して、音が均一化されるのが分かりました。 でも、ピークが気になります。 |
 |
 |
やはり最後のピークが気に入りません。 響棒やハーモニックバーの肉を取ったりして調整しました。 G4-50centを狙いましたが、削りすぎてしま いました。 タップトーン:F4#-40cent これはネックに繋がる部分をつまんで叩いた結果です。 保持の仕方でかわります。 (波形データ取り忘れ。) |
| 表板を先に作っておいたのですが、タッピングの説明が複雑なので後にしました。 一通り終わってみて感じるのは、とても複雑に音が変わるので『難しい』『耳を鍛えろ』など当たり前のことでした。 波形を見るということは、それなりに参考にはなった気がしますが、これらのデータを積み重ねて、音作りまで繋がればいいギターが作れるようになりますね。 タップチューニングの第1歩はこんな結果に終わりました。 |
|
| 横板・凹面ジグの使い方 | |
| ベンディングマシーンを使ってインディアンローズウッドの横板を曲げました。 合板の実験より温度を10度位高めにしたほうがよさそうです。曲げた後戻る量が低い温度では多いように感じます。 Rのきつい所も滑らかに曲がっています。 ライニングをつけてネックと表板を組み立てて、裏板との接合の準備をします。 曲面で出来ている裏板を、ピッタリと横板に接着するためには、接合面のカーブ・傾斜をピッタリ合わせないといけません。 そのために、ここでは凹面ジグに貼り付けてあるサンドペーパーを使って横板を削ります。 |

初めは凹面ジグと同じRの定規とカンナで荒削りをします。 |
 |
凹面ジグを横板にのせて、左右に回転させながら削ります。 回転の中心をコントロールできるように改善するとより良くなると思います。 |
 |
上の状態で、下から見た状況です。 |
 |
横板の端部の削り出しができました。 細かい目のサンドペーパーで、面をきれいにします。 (この時に、外側が低い目になるように削ることにしています。と言っても隙間ができるほども削りません。) |
| 裏板・バインディング | |
|
裏板の接着状況です。 |
 |
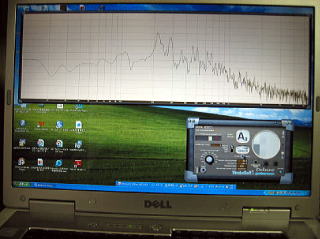
| クランプを外した後の波形です。 表面板中心サドル位置をタップしたものです。 A3-48 centとなりました。 一番高いピークの音です。 |
 |
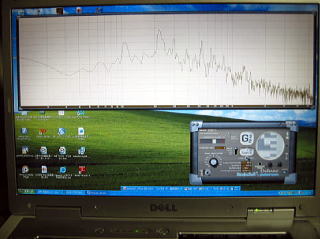
| バインディングを付けた後の波形です。 表面板中心サドル位置をタップしたものです。 G2#+18centとなりました。 100Hzより少し高音にあるピークの音を表示しています。 低音がよく響くようになったということでしょうね。 翌日再度タップするとG2#-1centになりました。この位は変化(動く)するのでしょうか。 タップ位置を、サドル位置で中心から外して ブリッジの端辺りにすると、表示音は変わりませんが、200Hzから1kHzにかけて、ピークが伸びてきて高音が増えた音になりました。これはブリッジのウィングに期待されている効果なんでしょうか。 |
 |
| 指板・フレット溝切り | |
|
指板の溝切りの状況です。 |
 |
 |
端に切り欠きでフレット間隔を刻んであります。この切り欠きを基準ピンに合わせることによって、正確なフレットの間隔が確保できます。 手前に指板を置いてありますが、実際には両面テープで、テンプレートに貼り付けて作業をします。 合わせる溝を順に移しては切るという単純作業で指板のフレット溝切りができます。 |
| 溝切りが終わったところです。 指板としては、この後、0フレット位置で端を切除して、0フレットと12フレット位置での望みの幅に従ってテーパーをつけるように削ります。 |
 |
| 塗装・仕上げ 指板接着、ネック成形は他のページと重複しますので省略します。 |
|
| 塗装は、セラックのタンポ摺り(フレンチポリッシュ)です。 セラックは、ボタンラック(KUSUMI)だけを塗りました。もちろん塗り始めの下塗りには脱色したセラック(LMIの#1)を薄くぬってあります。 途中では1000〜1500番で油研ぎをしています。 ブリッジは別に塗装しておき、ボディの塗装後に接着しました。 |
 |
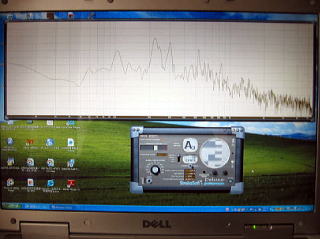 |
塗装後ボディの波形です。 A3-15cent |
 |
ブリッジを接着した後の波形です。 G2#-3cent |
 |
指板のオイルフィニッシュ、糸巻きの取り付けナット・サドルの製作を経て、弦を貼りました。 |
 色調はこの画像のほうが実物に近いです。 |
初めての630mmが完成しました。 弦を貼って2日程経って、本来の音と思えそうな音になってきました。 クリアな感じの音がしているので、今回の目標にしていたきれいな音に、近いような気がします。低音はよく出ているほうだと思います。 ボディーが小さくなっているし、弦の張力も低いのに、音量があると言うことに驚きを感じました。他のギターを弾かせてもらって感じてはいましたが、自分で作って改めて実感しました。  ロゼッタです。1mm角棒製です。 |
| タップチューニングとジグの使い方を重視していたので工程がかなり抜けています。 補足①型は新たに製作し初めての作品です。 ブリッジが薄い(7mm厚前後)と言うご意見があって、この型ではネック仕込み角を 0度にしました。ブリッジ厚さ8mmにして、12フレット弦高3.5mmにするとサドルが 3.5mm出ているので、ちょっと出すぎかもしれませんけど、これでもOKでしょう。 ②接着剤はすべてタイトボンド(ノーマルタイプ)です。ただしバインディングのツキ板 接着はエポキシ樹脂です。 ③目止めは、すべてサンディングシーラーです。能率が悪いです。5回まで繰り返し ましたがこれで限界です。 ④ロゼッタのはめ込みにはタイトボンドを使うときには注意が必要です。タイルが完 全に密着していないと隙間に極細の白い線ができました。 ⑤ボタンラックは、薄い黄色ですがよい感じに仕上がるようです。 ⑥ベンディングマシーンのヒーターは良いと思います。ショルダーやヒップのカーブ がとても滑らかです。ただし、私のマシーンでは、ステン板・ヒーター・横板・ステン 板と4枚がフリーのままセットしなければならないのでここは使いにくいところです。 |
|
| トップページに戻る | |